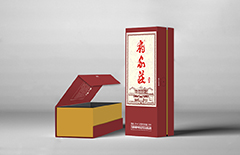
禮品盒生產(chǎn)要以客戶提供的樣品作為參考,結(jié)構(gòu)尺寸須樣品保持一致��,同時根據(jù)客戶對樣品模型額外的設(shè)計要求進(jìn)行完善并打樣�����。禮品盒生產(chǎn)備料時一般是以生產(chǎn)人員制定的刀版文件為準(zhǔn),將工業(yè)紙板按照刀版標(biāo)準(zhǔn)進(jìn)行裁切�����、模切���、開槽����、分切��、成品出料等工序完成產(chǎn)品備料��;同時將印刷紙�、特種紙等材料按照刀版標(biāo)準(zhǔn)進(jìn)行裁切、模切(燙金��、壓痕�、壓凸等)、清廢��、成品出料等工序完成備料�。待材料按照預(yù)定數(shù)量備料后開始裱盒生產(chǎn)工作。成都包裝廠生產(chǎn)書型盒裱盒一般按照標(biāo)準(zhǔn)生產(chǎn)流程進(jìn)行:外裱過膠—封面定位—包邊—壓平—裱內(nèi)菲—壓平—裝磁鐵—刷膠—組裝—壓泡—成品擦膠—成品檢驗—成品擦膠檢驗—成品裝箱���。
一�����、開槽的合理性
1�、槽線角度
原材料在開槽時,槽線一般呈對半式���,兩側(cè)角度相同��、工業(yè)紙板槽線角度通?��?刂圃?00度至120度��,在此角度內(nèi)禮盒成型效果最佳���。當(dāng)槽線角度大于適用角度120度時�����,紙板和封面�、內(nèi)貼粘接�����,封面與內(nèi)盒組裝成型后,在觀察禮盒側(cè)面時��,產(chǎn)品折角處存在較大的折角縫隙��,影響禮品盒表面的美觀度�;當(dāng)槽線角度小于適用角度100度時,紙板與封面�、內(nèi)頁粘接后,兩折面槽線處擠壓力過大�,封面與內(nèi)盒組裝后,禮品盒開合處磁鐵受擠壓力無法與前擋板上安裝的鐵片吸合�,從而導(dǎo)致禮盒成型達(dá)不到生產(chǎn)要求。
2�����、槽線深度
禮品盒原材料工業(yè)紙板在進(jìn)行開槽時開槽深度一般控制在0.2mm左右���。使用背光照明觀察灰板時����,槽線處光線通透���,工業(yè)紙板不易折斷����,此時禮品盒成型效果最佳。若槽線過淺���,工業(yè)紙板槽線背面容易爆線��,與印刷封面紙裱盒后槽線折彎處呈圓弧邊���,達(dá)不到直角效果,無法最大程度呈現(xiàn)產(chǎn)品立體感�����;若槽線過深���,在后工序裱盒操作中,工業(yè)紙板容易在槽線處斷裂���,在生產(chǎn)粘合定位無法精準(zhǔn)定位��,從而嚴(yán)重影響產(chǎn)品質(zhì)量�。
3、槽線喇叭口
在觀察禮品盒成品側(cè)面時����,很容易發(fā)現(xiàn)兩面槽線處縫隙大小不一致,在裱盒過程中也普遍存在槽線呈喇叭形狀的問題���。為最大程度提升禮品盒產(chǎn)品的美觀度���,需改進(jìn)生產(chǎn)工藝避免該問題的出現(xiàn)。使用手動無塵開槽機(jī)對工業(yè)紙板進(jìn)行開槽時����,一般情況下槽線兩端大小不對等的情況,即有一端大于預(yù)設(shè)的槽口并呈喇叭口形狀��,且對開槽機(jī)進(jìn)行多次調(diào)整依舊無法消除��。所以從工序角度進(jìn)行調(diào)整��,擴(kuò)展槽線方向的灰板寬度���,在開槽機(jī)對灰板開槽完成后����,在存在喇叭口的槽線端對工業(yè)紙板進(jìn)行模切,得到標(biāo)準(zhǔn)工業(yè)紙板成品����。
二、粘接牢固性
禮盒生產(chǎn)對于粘合膠選用十分嚴(yán)格����,首先要了解不同粘合膠的性能與禮盒材料的適用性,同時選定粘合膠還需考慮到安全環(huán)保��、經(jīng)濟(jì)性����、粘合環(huán)境、干燥速度等因素���。在滿足適用性能及安全衛(wèi)生等因素要求的前提下�,應(yīng)盡量選用價格較低的粘合膠�,從而降低生產(chǎn)成本。對于液體類粘合膠除了考慮其物理性能指標(biāo)外����,更重要的是考慮其安全環(huán)保性能���,需要檢測是否含有甲醛�����、甲苯����、二甲苯等有害物質(zhì)。為了確保粘合膠的合格使用��,成都印刷廠對粘合膠進(jìn)行安全衛(wèi)生一溶劑殘留檢測��,根據(jù)檢測結(jié)果分析兩款粘合膠均符合生產(chǎn)的安全衛(wèi)生準(zhǔn)則���。
以上兩款粘合膠性能相似���,均適用于禮品盒生產(chǎn)中。禮品盒封面以及圍邊與裱紙的粘接較多使用粘合膠PV-9098,該粘合膠干燥較慢���,但價格相對于粘合膠PV-9091便宜���,且粘合膠PV-9098在過膠機(jī)使用通暢,裱紙上膠均勻、穩(wěn)定��。粘合完成后����,皮殼用壓平機(jī)進(jìn)行壓平工序,圍邊使用壓泡機(jī)進(jìn)行壓泡工序��,避免粘接不緊實��、有氣泡產(chǎn)生等不良結(jié)果�。在進(jìn)行壓平工序前需調(diào)節(jié)好壓平機(jī)速度和壓力,壓平時壓力不宜過大���,壓力過大容易導(dǎo)致封面正面壓出膠點印�。一般需提前調(diào)試壓平機(jī)����,根據(jù)不同產(chǎn)品及粘合膠性能選用適當(dāng)?shù)膲毫M(jìn)行皮殼壓平。粘合膠PV-9091粘性較強���、易揮發(fā)����,因較強的粘接牢固性多用于皮殼組裝工序使用�,在封面與內(nèi)盒進(jìn)行粘合后,進(jìn)而用壓泡機(jī)進(jìn)行壓泡工序���,在一定的壓力下��,使封面與內(nèi)盒粘接更牢固�。
三.材料形變
1�、盒蓋工業(yè)紙板形變
盒蓋工業(yè)紙板在生產(chǎn)備料時,相關(guān)工作人員要確定工業(yè)紙板紙紋進(jìn)行開料���,做好生產(chǎn)拼版�、定額審核��,避免灰板裁切后開料數(shù)量不夠����。裁切完成后須整齊擺放至卡板上,使用木板平壓在工業(yè)紙板上�����,再使用保鮮膜進(jìn)行包裹擺放在恒溫室內(nèi)����,避免日光照射����。
投料裁切時要注意工業(yè)紙板紙紋方向�����,工業(yè)紙板紙紋方向-定程度決定禮品盒成型的整體效果���。工業(yè)紙板縱向紋路使用時形變小����,橫向紋路使用過程中伸縮變形量較大����。為保證禮品盒整體結(jié)構(gòu)挺度及外觀效果的最佳呈現(xiàn),避免禮品盒局部變形從而導(dǎo)致盒蓋不能完全閉合出現(xiàn)密封不嚴(yán)的情況�,在禮盒產(chǎn)品打樣中對灰板進(jìn)行橫向開槽,使其與縱向紋路形成十字網(wǎng)格交叉�。
2、內(nèi)盒工業(yè)紙板形變
在對內(nèi)盒粘帶包裝后�����,需將其整齊擺放至托盤上,進(jìn)行壓平并用保鮮膜包裹�。裱糊后的內(nèi)盒使用壓泡機(jī)完成壓泡工序,使裱紙與灰板粘接緊實��,防止產(chǎn)生氣泡�。再次將其整齊擺放至托盤上壓平并使用保鮮膜包裹�,防止變形。
投料裁切時同樣需要注意工業(yè)紙板紙紋方向�,從不同紙紋方向裁切后的工業(yè)紙板挺度不同,形變也不同��。一般生產(chǎn)投料中�����,內(nèi)盒工業(yè)紙板長邊為橫向紙紋���,減小形變量���,粘接裱紙后不容易形變,成型效果更佳��。
總之����,在恒溫恒濕環(huán)境下進(jìn)行禮品盒生產(chǎn)時�,依舊會存在較多不可控因素影響生產(chǎn)的順利進(jìn)行�,成都包裝廠人員必須抓好產(chǎn)品生產(chǎn)的各個環(huán)節(jié),防患于未然����。在禮品盒產(chǎn)品裱盒生產(chǎn)中需將確認(rèn)好模切尺寸、選用環(huán)保膠�����、工業(yè)紙板等諸多環(huán)保做到實處���,不僅可以減少不必要的浪費����,降低生產(chǎn)成本�,同時可以提高生產(chǎn)效率,做出高質(zhì)量的禮品盒產(chǎn)品�。